
Sludge Drying
Decanters

Haus® Decanter Centrifuge technology provides efficient solid-liquid separation by removing 15-20% water content from sludge before it undergoes further treatment processes. This technology offers high capacity, low-cost operation and easy maintenance.
The Decanter Centrifuge comprises several key components:
- A bowl that rotates at high speed on a horizontal axis, generating the required centrifugal force (G-force) for effective solid-liquid separation.
- A spiral conveyor that rotates within the bowl at a controlled differential speed.
- A drive system that powers these rotating components.
- A sturdy chassis (body) that supports and integrates all these components.
This setup ensures robust performance in separating solids from liquids efficiently and is designed for reliability and ease of operation and maintenance.
Working Principle:
The decanter centrifuge operates by separating the product fed into solid and liquid phases using high centrifugal force, continuously extracting these separated phases through different outlets. Here’s how it works:
- Feeding and Rotation: The product enters the feeding chamber via a feeding pipe and is carried by a spiral conveyor rotating at high speed.
- Centrifugal Separation: As the product enters the bowl of the centrifuge, centrifugal force causes it to form layers along the bowl’s inner wall based on their density differences. Heavier phases (solid particles) settle towards the bowl wall.
- Solid and Liquid Separation: The settled solid phase accumulates at the solids outlet located at the conical part of the bowl. Meanwhile, the separated liquid phase is collected through height-adjustable plates at the end of the cylindrical part.
- Conveyor Operation: The spiral conveyor conveys the solid phase towards the solids outlet. This movement is facilitated by the differential speed between the bowl and the conveyor.
This method ensures efficient separation of solids and liquids, utilizing centrifugal force to achieve high clarity in the liquid phase and dry solids suitable for further processing or disposal.
Screw Press Separators

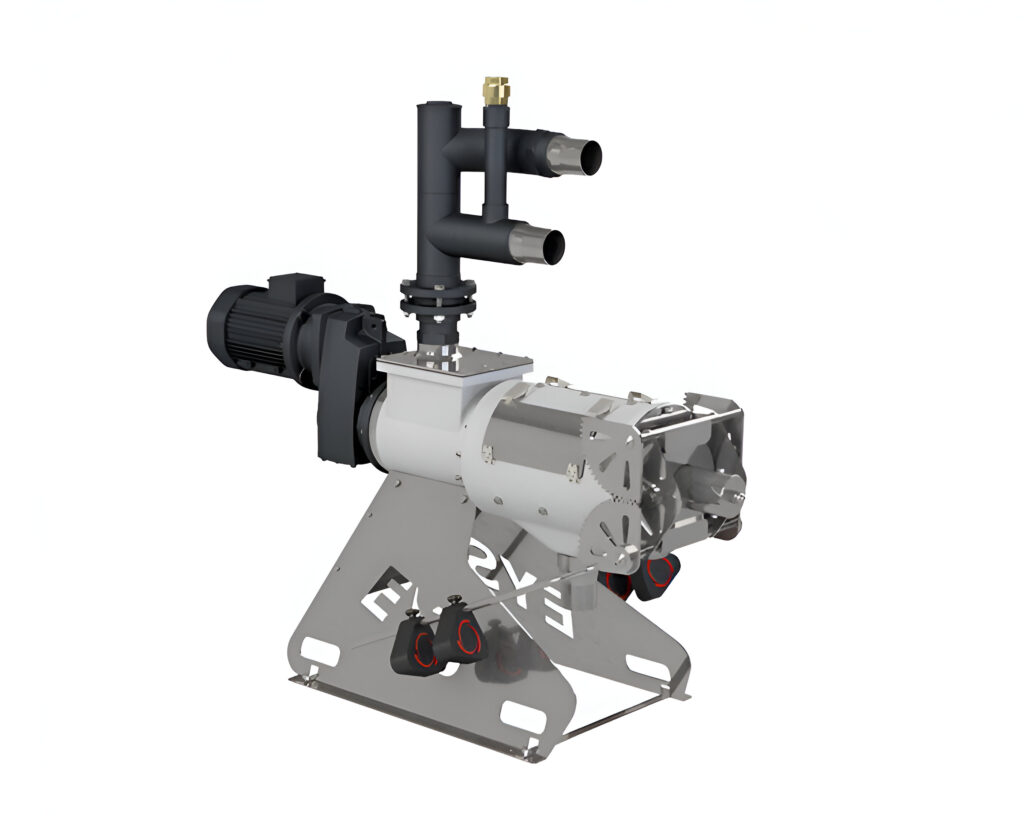
EYS® screw press manure separators are designed to mechanically separate farmyard manure which contains fibrous structure such as cow and pig manure. In fact, manure separation is our most common dewatering application in the world today. Thousand of units installed worldwide have been delivering outstanding results for years even under the toughest conditions. Our robust design handles all types of livestock manure and biogas digestate with ease, yielding a high output of dryer solids and a liquid fraction containing only minimal amounts of suspended solids.
Solar Sludge Drying
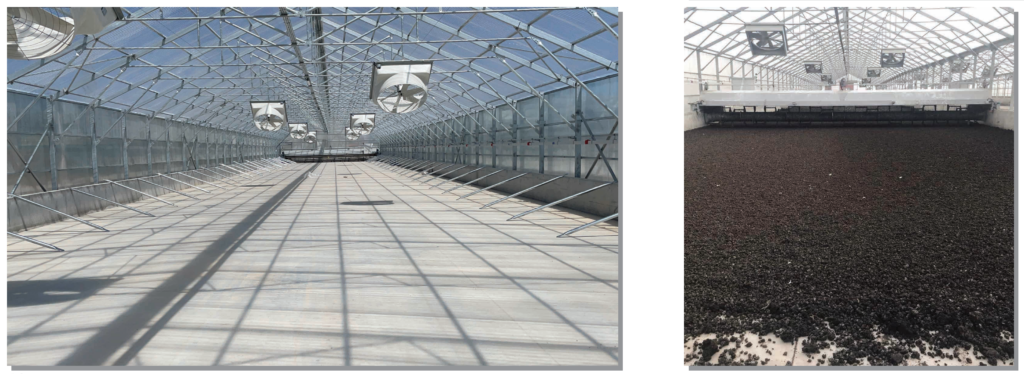
Redco® Solar Sludge Drying technology efficiently dries sludge post-dewatering using minimal energy. It harnesses natural energy sources like solar energy and gravity. Solar power, an endless resource, evaporates water, significantly reducing sludge mass and volume. Typically, 720 kWh of thermal energy is required to evaporate 1000 liters of water under standard conditions.
Process Description:
The sludge is spread on the ground inside a greenhouse covered with a polycarbonate sheet, maximizing solar energy absorption from direct sunlight. The sludge, with a maximum thickness of 50cm, undergoes mixing using mixer machines. This process ensures that the moist bottom layer is brought to the top while the drier top layer is moved to the bottom.
Solar energy causes water within the sludge to evaporate. The moisture layer on the sludge surface is dispersed by circulation fans placed every 10 meters along the greenhouse ceiling. Exhaust fans at the greenhouse entrances and exits remove the water-saturated steam from the system and replace it with fresh air. Once the sludge reaches the desired level of dryness, it is extracted from the system using a loader. Remote communication ensures continuous monitoring and control of the entire system.
Advantages:
- Ensures Continuous Evaporation: By consistently placing newly wet sewage sludge on top, continuous water evaporation is maintained.
- Odor Prevention: Proper ventilation of treatment plant sludge helps in preventing unpleasant odors.
- Continuous Processing: Systems with continuous sludge inlet and outlet enable uninterrupted transport of treatment plant sludge throughout the drying process in the hall.
- Flexibility in Drying Methods: Batch systems allow for the drying of wastewater treatment sludge as needed.
- Even Distribution: Sludge lumps are evenly spread across the drying area, optimizing the drying process.
Thermal Sludge Drying

Redco® Thermal Sludge Drying technology is a method used to process dehydrated sludge originating from sewage treatment plants. The primary goal of this treatment is to remove water from the sludge in a safe and energy-efficient manner. It targets both free water, which is easily evaporated and capillary water, which is more tightly bound within the sludge particles. By effectively evaporating water through controlled heating processes, thermal sludge drying achieves significant reductions in moisture content. The level of dryness achieved depends on the specific drying techniques employed, ensuring that the process is both effective and sustainable in its energy use. This method plays a crucial role in reducing the volume and weight of sludge for more economical disposal or reuse in various applications.
Redco® utilizes several advanced technologies for thermal sludge drying, including:
- Belt Type Dryer: This technology involves conveying sludge on a continuous belt through a heated chamber, where hot air or gases facilitate the drying process.
- Fluid Type Dryer: In this method, sludge is suspended and agitated in a heated fluid medium, allowing for efficient heat transfer and moisture evaporation.
- Steam-Based Dryer: Utilizing steam as a heat source, this dryer heats and dries the sludge, often through direct contact or indirect heat exchange.
- Paddle Dryer: This dryer employs rotating paddles to agitate and expose the sludge to heated surfaces, enhancing drying efficiency through mechanical action.
Each of these technologies offers distinct advantages depending on factors such as sludge characteristics, required dryness levels, energy efficiency goals and operational preferences. Redco® integrates these technologies to provide versatile solutions for thermal sludge drying in sewage treatment applications.
